
景德镇传统的成型工艺都在坯房中进行,既工序繁杂,又分工精细,环环紧扣,最后形成了极为完备的分工合作的制瓷手工业生产体系。
第一节 原料的制备
元代以前,景德镇仅使用瓷石一种原料制瓷,即所谓的“一元配方法”。元代以后,才开始采用瓷石加高岭土两种原料混合制胎。其制胎前,先后需经历试照子、配料、淘泥、陈腐和练泥等工艺过程。

一、试照子
在配料之前,首先要试照子,即把买来的瓷土放进窑里试烧,以观察试片的烧结情况。若试片出大汗,说明试片耐火性弱,就要多放高岭土;若试片出汗太少,说明试片耐火性过强,则要适应减少高岭土的含量。
二、配料
由于制品的大小不同及成型所要求的泥料工艺性能不完全一致,因而高岭土与瓷石的配比也不尽相同。一般情况下,做小件器物的坯可以配得软点,即多放几块瓷石不(音dǔn)子;做大件器物的坯则要求骨子硬一些,即多放几块高岭土不(音dǔn)子。

三、配釉
配釉,俗称“合釉”,是先将釉果和釉灰分别加水溶化于两个木桶中,并将二者配至同等浓度,再按比例地用泥锅(俗称“盆”)量出釉果浆若干盆,盛于另一桶内,另外又量出一定数量的釉灰浆,掺入釉果浆中,充分搅拌均匀,再加水将之调至适当的浓度即可。一般来说,精瓷釉料,含釉果较多,釉灰较少,或15盆釉果配1盆釉灰浆,或10:1;中等釉,釉果8盆,釉灰1盆;粗瓷釉,釉果4盆,釉灰1盆。总之,灰多釉青,灰少釉白。
四、淘泥
从白土行买来的泥料含有不少杂质,故需淘洗。其法为:将配好的泥料放入水缸(或木桶)内浸泡成泥浆,再把水缸中的泥浆搅匀,使杂质沉入缸底,然后用泥锅舀起缸中表面的泥浆,并通过马尾筛过滤到匣桶中,继而把稠泥取出,用新砖吸水,即可。

五、陈腐
泥房中的泥料干湿不一,收缩不匀,而且气泡较多,故需陈腐。其陈腐期一般为1-3个月,但是,泥料陈腐期越长越好。它不仅可以促使泥料中的气泡自然消除、水分日趋均匀,还可以加速泥中残存的有机物进一步腐烂,从而极大地增强泥料的可塑性。
六、练泥
练泥是提高泥料致密度、增强泥料可塑性的工艺过程。其法是:用泥铲将泥料移至另一处,每铲一层泥料,都用赤脚有规则地踩练,并要求一脚跟一脚,沿边缘打圈向中心方向踩练。每踩完一层,又增加一层,逐渐成堆,如此踩练三次后,再用泥铲铲至另一处,每一铲都形成“口”字形泥片,并用力拍打4次,再由“口”字形拍打成“田”字形,盘堆拍打3次,使泥中的气泡排出。传统的踩练、拍打有“菊花心,莲花瓣,三道脚板两道铲”的口诀。
第二节 手工成型
瓷器之所以能成为“器”,首先要具备一定的造型,如碗、盘类的圆器和瓶、罐类的琢器,同时使之适应于一定的用途,精者还必须具备一定的艺术性。这些器型多半要借助坯车来制作,而且都必须经过揉泥、拉坯、晒坯(或烘坯)、印坯、补水、画坯、施釉和剐坯等众多工序来实现。
一、揉泥
揉泥工在“码头”(即平整的青石板或长形石凳)上垫一白布,双手用力揉压泥团,搓揉成长条形,再缩短立起,作第二次搓揉,如此反复数次即可。其目的是将泥料中残余的气泡以手工搓揉的方式排出,并使泥料中的水分均匀一致。

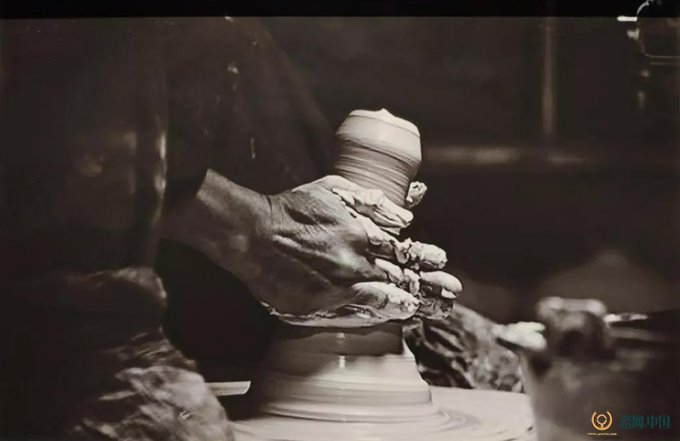
二、拉坯
以碗类圆器拉坯为例,拉坯工坐在坯车上,用竹杖(或木棍)拨动坯车旋转,再将揉好的泥团摔搭在坯车转盘中心,双手蘸水从下往上,将泥团挤成椎柱状,复又往下压成圆柱形,再行拉坯。拉坯时先拉成喇叭口,再一手内一手外地按碗壁弧度拉出碗形,并以竹片校正碗口的大小和碗壁曲线,最后用手指捏断碗底的余泥,斜放在料板上。
三、晒坯和烘坯
坯做好后,需干燥几天。其干燥方式视不同的天气而分为晒坯和烘坯两种,其中,晒坯是在气候温和、阳光充足的情况下进行,即把湿坯放在晒架塘处的坯架上,晒至半干半湿的状态;烘坯一般在冬季室内进行,因为湿坯遇上冰冻会变硬,甚至冻破,不能制坯,所以,景德镇在南宋就设置了专门的“火房”(即烘房),用木炭烘烤泥坯。

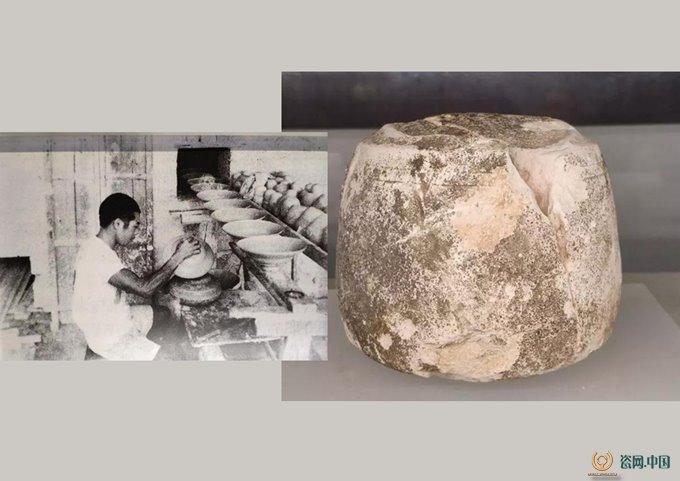
四、印坯
印坯,属圆器内部的定型工序。明代以前,景德镇民窑采用的是一次印坯法,即把坯体倒扣在模具上定位,以木板拍打坯底,使之紧固,然后双手拍打坯体外壁,边打边转动,使坯体内型与模具完全吻合,脱模后再晒干。明代以后,则改为二次印坯法,即再次采用第一次的印坯工序进行印坯。
五、利坯
以琢器利坯为例,利坯工要先利削毛坯外形,后削内胎;先利出粗形,再细修定型,一次成功。但薄胎瓷和玲珑瓷则在荡釉后还要修削。当码头工将坯体蘸釉后,还要剐底,并要利削渣饼。利坯工技术要求高,不仅要熟悉泥料性能,还要掌控器型的曲线变化、烧成中各部位泥料的厚薄程度及收缩情况,使利削的坯体厚薄适当,表里如一。
六、补水
先要清扫坯体内外的灰尘和杂质,再用补水笔蘸水刷磨,但补水时需经常换水,保持用水清洁,防止水中沾有油渍、污物和混浊泥浆杂质,否则容易产生脱釉毛病。补水既可消除利坯时留下的刀痕和手纹,又可除去坯面的坯屑、粉尘等杂物,避免麻点、针孔、剥釉等釉面缺陷,从而促使坯面致密平整。
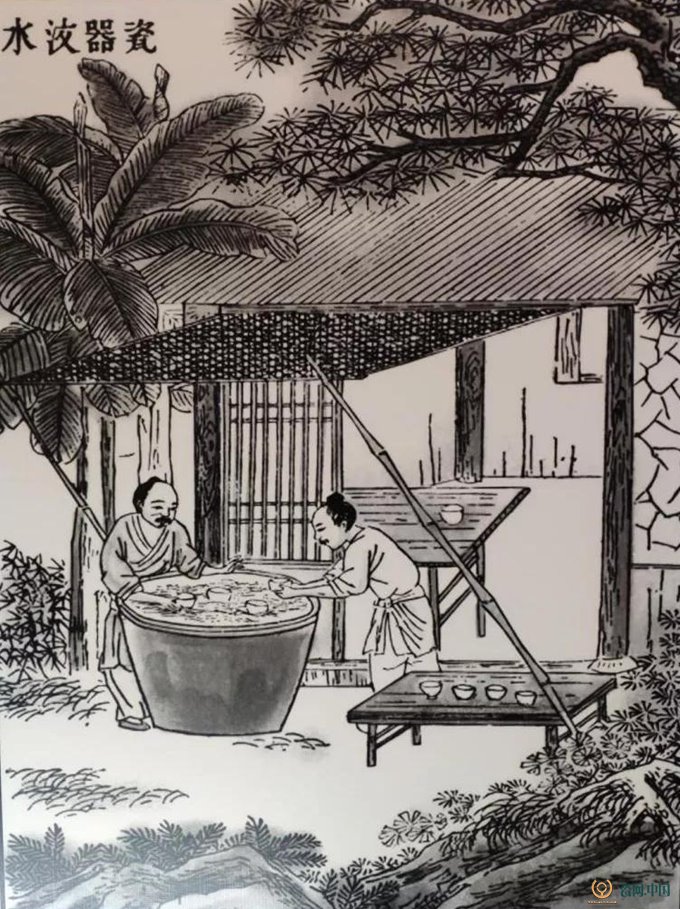
瓷器汶水(明《天工开物》)
七、画坯
画坯,一般都指画青花。对粗瓷和日用的大路货瓷器,民窑大都是采取画、拓等形式,寥寥几笔便绘画而成。而民窑中的细瓷就大不相同,其画、染分工明确,画者不染、染者不画。画者先用淡墨在坯上画好初稿,再用毛笔蘸上调好的青花料,在上面勾线,然后交给混水工进行染色;而染者先用茶叶水调出浓淡不同的青花料颜色,再用一支桃形的含水量大的毛笔来绘画,画出不同深浅、浓淡的层次效果。混水后,还要车青箍,落底款。
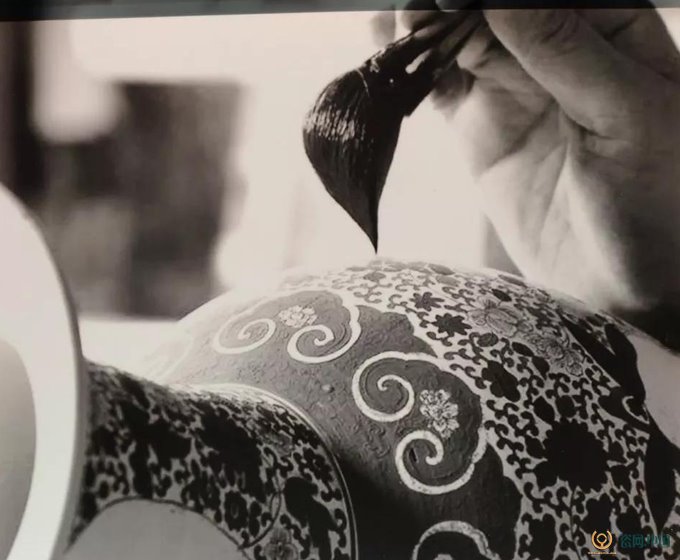
青花混水染色
八、施釉
施釉,俗称“刹合坯”。釉,是罩在陶瓷表面的一层薄薄的透明的玻璃层,是陶瓷器的美丽外衣。而景德镇传统的瓷釉属灰釉,晶莹剔透,光泽性强,透明度高,给人一种如冰似玉的美感。
景德镇施釉方法较多,主要有蘸釉、荡釉、浇釉、吹釉四种。在实际生产中,要视器型、品种与形制之大小或分别采用,或数种并用。
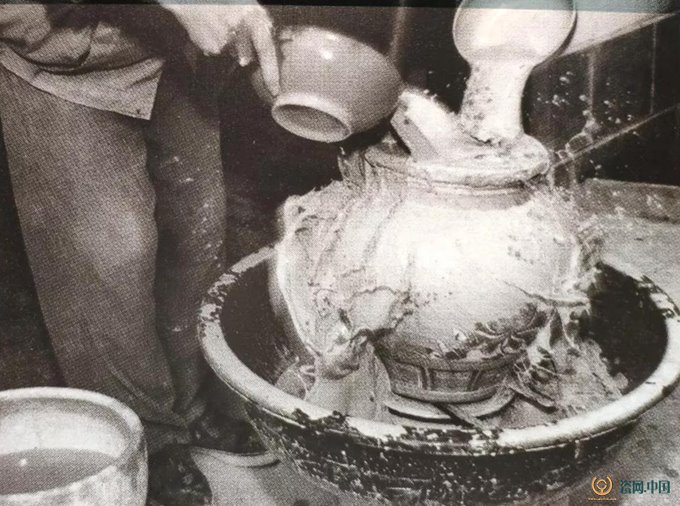
浇釉
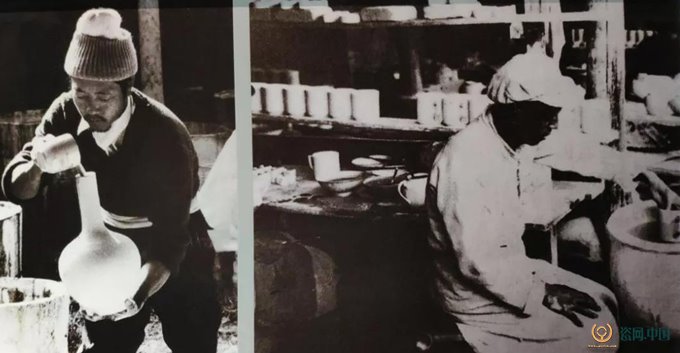
荡釉和蘸釉
九、剐坯
剐坯是圆器成型中的最后一道工序。为了在画坯和上釉时便于把握,圆器先都要留有6.5——10厘米长度的实心坯足。但是,在画坯和上釉工序完成后,就要将坯足切短,并掏空上釉。继而,还要将足墙顶端的釉除净,以免烧时粘住匣钵。

剐坯
第三节 模印成型法
模印成型法是用模范将泥料翻印成所需要的形状。它是先用毛笔将模型内部擦拭干净,然后把坯泥打成薄片,置入凹形模范内,以手指逐渐抚按,使泥片各部位均与模具密合,再修平其边,将前后两块泥片用泥浆粘合,然后加以修饰,上釉烧成。考古资料显示,景德镇模印成型法始于宋代,以后历代都沿用。

印坯成型

泥质模具(元)
第四节 雕镶成型法
雕镶,即雕削与镶器的合称。它是先将泥条拍打成片,然后再裁切、粘合成所需的形状。凡方、平、折、扁形的琢器,景德镇都采用此法成型。清蓝浦《景德镇陶录》载:“若琢器,其浑圆者亦造圆器法;其方棱者,则用布包泥,以平板拍炼成片,裁方粘合。”凡是不用坯车成型的器物,几乎都归这一行,如雕削类的人物、动物和花草,镶器类的汤匙、挂瓶、茶托和瓷板等。
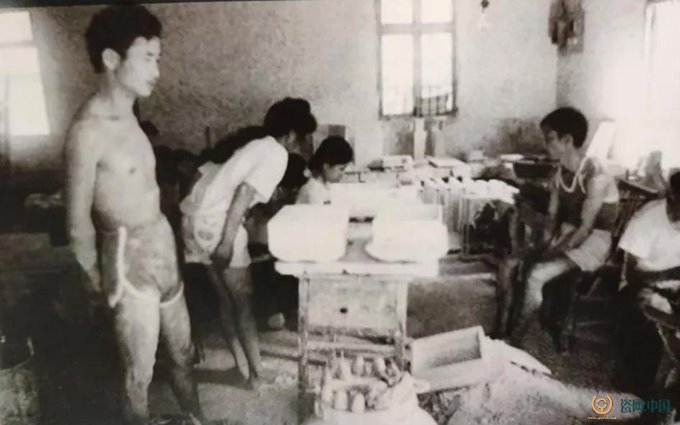
雕镶成型坯房
第五节 注浆成型法
注浆成型法是利用石膏的吸水性能制成模具,将浓稀适度的泥浆注入石膏模内,使泥浆的固体粒子吸附在模壁上,达到所需要的厚度时倒出多余的泥浆,干后变硬脱模。此法于清末民初传入景德镇。

注浆成型